 中文
中文 English
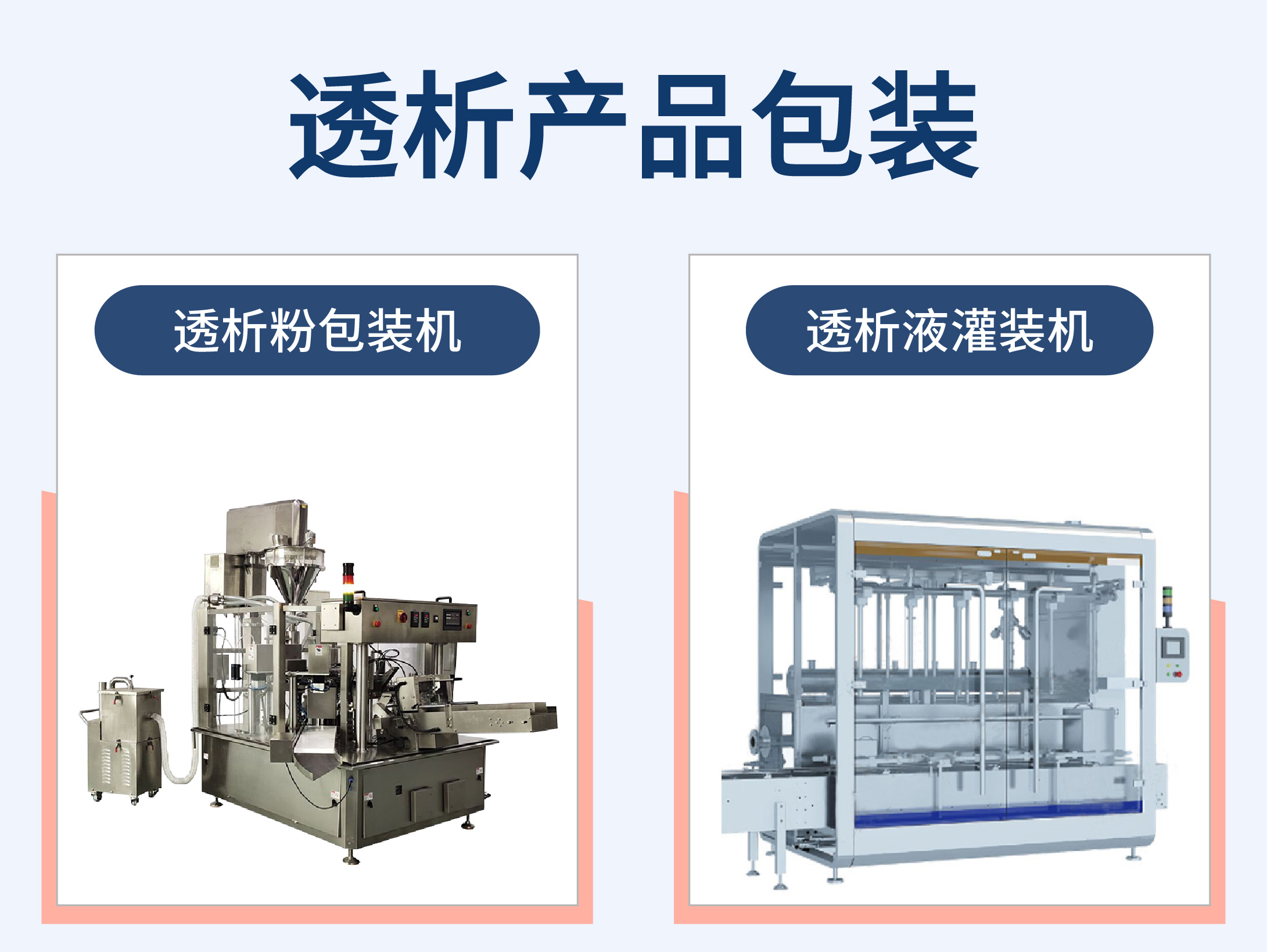
English先进设备提升透析产品包装效率与精度:透析粉包装机与透析液灌装机的双重升级
- 作者: 机械
- 发布时间:2024-08-02 10:25:11
- 更新时间:2024-08-02 10:27:01
- 浏览人数:450
随着科技不断进步,透析产品的包装技术迎来了显著的革新。先进的给袋式粉剂包装机和全自动液体灌装机的引入,极大提升了透析粉和透析液的生产效率和产品质量,为市场提供了更精准、更高效的包装解决方案。
设备优势与功能特点
现代医药设备的发展不仅加速了生产效率,还提高了产品质量和工作人员的安全性。给袋式粉剂包装机作为其中的代表,通过先进的称量和包装工艺,确保了每袋透析粉在成分配比和质量上的稳定性。这类设备的运用不仅提高了生产线的效率,每天可处理的大量粉剂成倍增加,同时也减少了人为因素带来的误差和浪费。全自动液体灌装机的引入进一步拓展了透析液产品的生产灌装时的选择。液体能够在保证产品密封性和稳定性的同时,实现对每瓶产品灌装量的精准控制。这种技术不仅节省了人力资源,还大幅减少了产品包装过程中的环境污染和资源浪费。

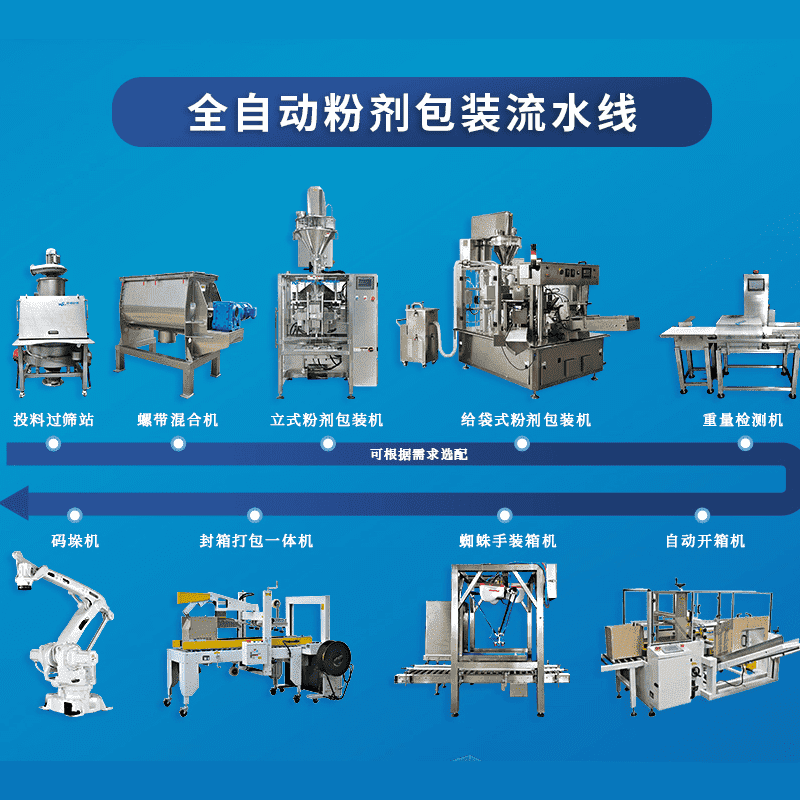
给袋式粉剂包装机
通过先进的配料系统和高速包装技术,能够精确控制每袋透析粉的重量和成分配比,确保产品的一致性和稳定性。
自动计量与配比:设备能够精确计量透析粉原料,并根据预设的配方进行自动配比,确保每一包产品的成分准确无误。
自动包装与封口:采用先进的包装技术,实现透析粉的自动装袋、封口,整个过程无需人工干预,大大提高了包装效率和密封性。
自动检测与剔除:配备智能检测系统,能够实时检测包装过程中出现的异常情况,如漏粉、封口不严等,并自动剔除不合格产品,确保产品质量的稳定。
数据追溯与统计:具备数据追溯和统计功能,能够记录每一批次产品的生产数据,包括原料用量、生产时间、包装数量等,为生产管理提供有力支持。

全自动液体灌装机
能够精准地控制透析液的灌装量和密封性,从而有效防止产品在运输和使用过程中的污染和泄露。
智能控制系统:采用先进的PLC控制系统,实现设备的全自动化运行。通过触摸屏界面,操作人员可以轻松设置生产参数,监控生产过程,并进行故障诊断与排除。
自动清洗与消毒:具备自动清洗和消毒功能,能够在生产结束后自动对设备进行清洗和消毒处理,确保生产环境的卫生安全,同时减少人工操作时间和成本。
自动液位检测与调整:配备高精度液位传感器,实时监测透析液液位,并根据预设参数自动调整灌装量,确保每瓶透析液的容量准确无误。
自动检测与剔除:在灌装过程中,设备能够自动检测瓶体缺陷、灌装不足或过量等异常情况,并自动剔除不合格产品,保障产品质量。
数据记录与分析:具备数据记录和分析功能,能够实时记录生产数据,如灌装速度、灌装量、生产效率等,并提供数据分析报告,帮助用户优化生产流程,提高生产效率。
这些功能不仅提高了生产效率,还大大降低了人为操作带来的错误风险,使得生产过程更加安全和可靠。
这些先进技术的整合显著提高了生产速度,同时降低了操作过程中可能存在的人为误差,使得医药企业和制药公司能够更好地满足市场对精准包装的需求,从而提升了整体竞争力。未来随着医药行业的持续发展和技术进步,透析产品包装技术有望在未来进一步创新和应用,为全球患者提供更加可靠和高效的健康服务解决方案。这些技术的应用不仅提升了产品包装的效率和质量,也为企业带来了可持续的竞争优势。









 13902302343
13902302343
